Alstom improves productivity and planning by adopting a modular methodology for electrical design.
After acquiring various companies around the globe in the 1990s, Alstom needed to integrate these new elements into its international corporate structure in a meaningful way. This also meant creating a standardized software landscape that would cover all divisions of the group. In both the Power Systems and Transport divisions, Alstom’s electrical engineering departments opted for Zuken’s E3.series software, and is now widely used around the globe.
Results
Use of a configurator has meant faster work processes with improved quality.
For example, if a customer needs an electric traction vehicle with a total of seven carriages, and a maximum speed of 120km/h they feed the configurator with only the main parameters taken from the customer’s requirements. A set of rules stored in the configurator automatically computes most of the follow-up parameters.
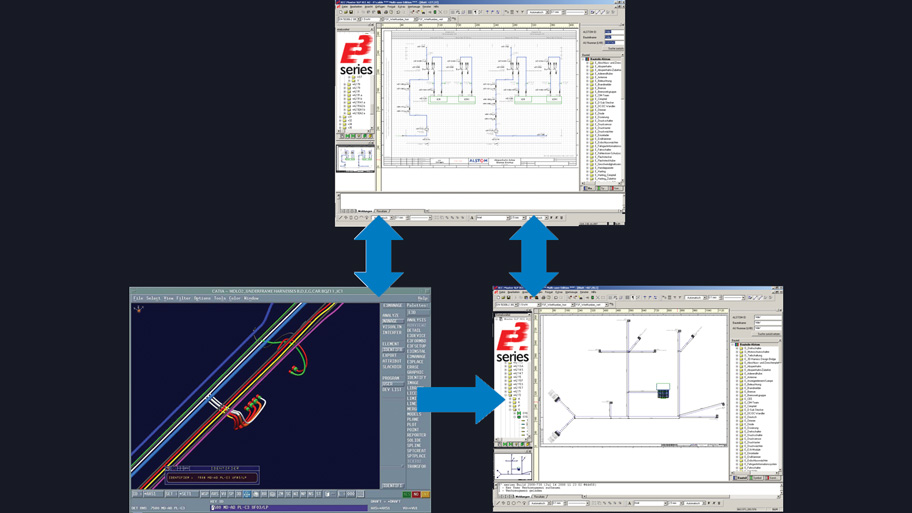
A 3D interface to CATIA V5 has boosted productivity. The wiring diagram data is first transferred from E3.series to the CATIA system. This data also includes all plugs and their ID numbers. The plug data is stored in both the E3.series component database and the CATIA database, the only difference being that E3.series contains definitions for the terminals via which the plug connections are linked, while CATIA contains definitions of the geometric location of the plugs and the layouts of how they are connected via cable ducts.
“We can now use the plug ID numbers to automatically assign the data from both systems. This gives CATIA all the information it needs to perform autorouting, i.e. automatically filling all cable ducts or conduits. This means that the production lengths of the cables are calculated automatically, which enables us to greatly minimize the number of mistakes made and time required for this work.”
Alstom structured their design department more efficiently, greatly improving integration with process planning, procurement and production. A next step is to transfer their data to the E3.series module E3.formboard that is used to plan processes. This can be used to print out huge 1:1 plots which are used as a basis for producing the wiring harnesses required. “E3.formboard uses the same component database as all other E3.series modules. Not only does this save us from having to set up and update another component database, it also offers the benefit of changes in E3.cable being automatically incorporated in the formboard module,” explains Klaus Heimke, Manager for New Technologies and E-Business at Alstom.
Today’s locomotives pose challenges such as increased demand for in-carriage electronics. Global supply chains, have led to ever more complex design processes. Every traction vehicle in our new Coradia Continental vehicle platform uses around seven kilometers of cable. All these converge in the control console, where they provide feedback on what is happening in the train and forward instructions to the relevant actuators, says Jens Fricke, Group Manager for Wiring Diagrams, Alstom.
The efficient 3D interface between E3.series and CATIA will greatly boost productivity in calculating the production lengths of cables.
Klaus HeimkeManager for New Technologies and E-Business, Alstom
Using a configurator with E3.series means we can do our work not just much faster but with fewer mistakes too. Preparations are also underway for us to start using the E3.series various integration options.
Jens FrickeGroup, Manager for Wiring Diagrams, Alstom