cuts the time taken to develop right-first-time cable harnesses for its heavy plant vehicles.
Mecalac designs and manufactures heavy plant vehicles for use in construction. Their vehicles – backhoe loaders, site dumpers and compaction rollers – are each offered in several variants. They all need to work in harsh environments.
In 2016 the company (then known as Terex GB) decided to give its TLB990, one of the company’s most popular backhoe loaders, an engineering makeover. They used a number of Zuken’s E3.series tools for the development of the vehicle’s four cable harnesses and, in doing so, Mecalac estimated it has halved the amount of time it takes to develop harnesses. The OEM also anticipates making further reductions in the near future.
Results
Greater confidence during the creation or modification of cable harnesses, irrespective of their complexity.
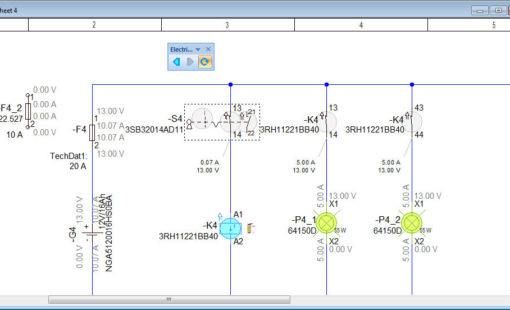
“At virtually any stage, it’s all too easy to delete a wire accidentally or to disconnect but not reconnect it within a connector. In the past, we’ve had to rely heavily on checking each other’s work – a laborious process with printouts and highlighter pens. By simulating the design using E3.eCheck we’re spared all of that. Also, the BOM is always reflecting the current design.” The company estimates it has at least halved the amount of time it takes to develop a cable harness; from first editing a schematic (as an existing schematic will serve as a starting point) through to taking delivery of the harness.
Impressive ease with which harness designs can be modified in E3.formboard.
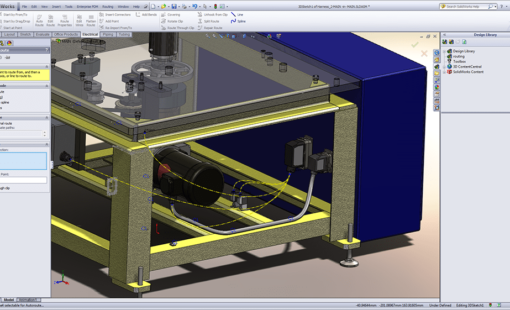
“As you’d expect, it’s an iterative processes. Sometimes the shortest route for a harness to take is not the most practical. There may be heat sources to avoid, and it’s always worth steering clear of fuel injectors because of EMI. You also need some degree of flex at various sections of any harness just to be able to fit it. Seeing the harnesses in 3D, along with the bend profiles of cables, is a great help, as is knowing that any changes you make are then reflected in E3.formboard.”
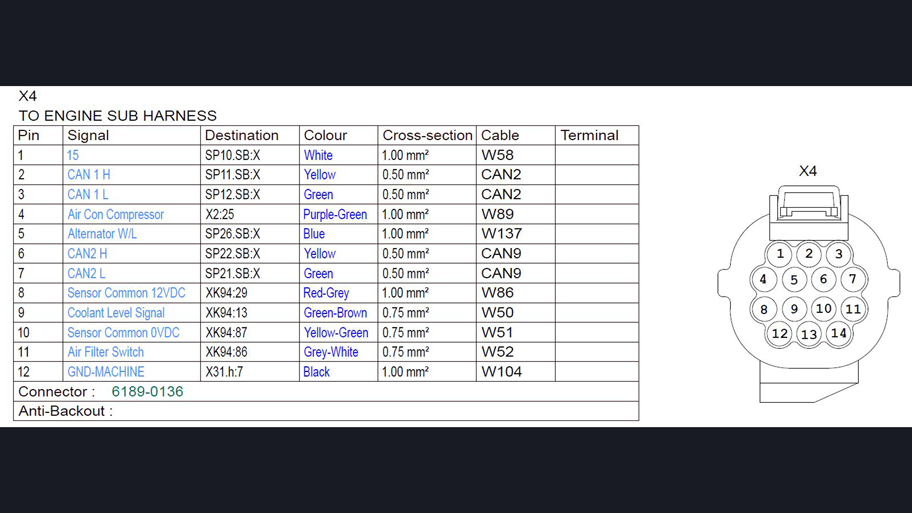
The automation of terminal and connector table selection in in E3.formboard saves time.
“Switching to E3.formboard – and using E3.Routing Bridge and E3.eCheck – is enabling us to be more productive as engineers and more competitive as an OEM of construction vehicles.”
Better collaboration between electrical and mechanical design engineers through using E3.3D Routing Bridge.
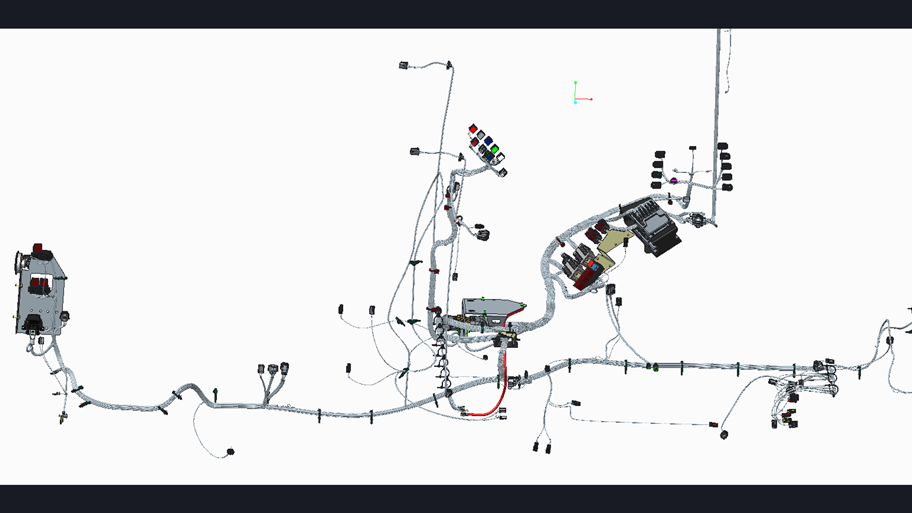
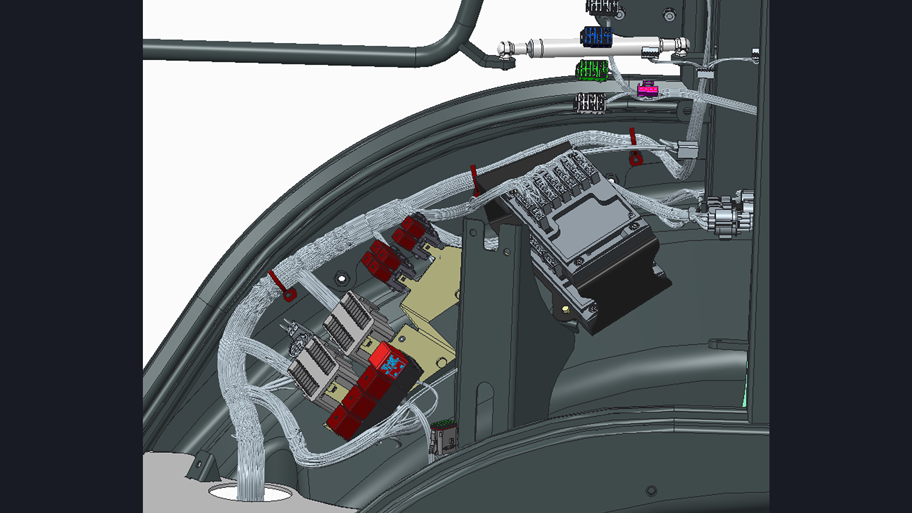
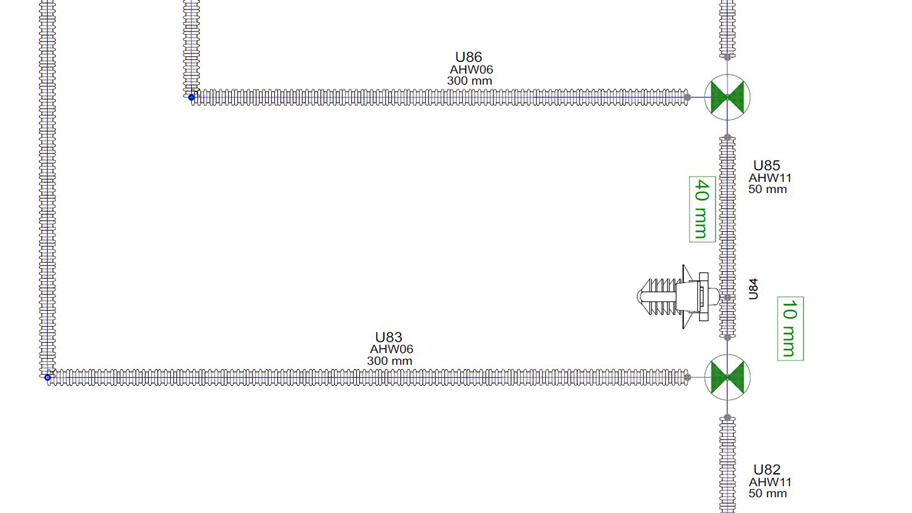
First the electrical connectivity of all harnesses was defined in E3.schematic. The from-to connectivity and the names of connectors were then imported, via E3.3D Routing Bridge, into the mechanical engineer’s CAD system. In the mechanical engineer’s 3D design environment routes are outlined for the harnesses (which now have mechanical properties such as individual wire and bundle diameters) to take in order to reach the mating halves of the connectors. It is also at this stage that the harnesses are dressed with clips.The harnesses – now with wire lengths known – were then imported into E3.formboad (again via E3.3D Routing Bridge) for the creation of 2D harness drawings.
“We estimate this part of the process takes less than a quarter of the time it did when we used E3.cable.”
Switching to E3.formboard – and using E3.Routing Bridge and E3.eCheck – is enabling us to be more productive as engineers and more competitive as an OEM of construction vehicles.
Carl WorthingtonPrincipal Electrical Engineer at Mecalac
At virtually any stage, it’s all too easy to delete a wire accidentally or to disconnect but not reconnect it within a connector. In the past, we’ve had to rely heavily on checking each other’s work – a laborious process with printouts and highlighter pens. By simulating the design using E3.eCheck we’re spared all of that. Also, the BOM is always reflecting the current design.
Carl WorthingtonPrincipal Electrical Engineer at Mecalac
If a customer orders a vehicle with features that require a harness modification, we can deliver much faster than before - enabling us to compete on not just price and quality but also delivery dates.
Carl WorthingtonPrincipal Electrical Engineer, Mecalac
The new E3.series tools we’ve adopted have improved the way we work and shortened the time it takes to make a modification to cable harnesses. It’s also increased our confidence that it’s 100% correct.
Carl WorthingtonPrincipal Electrical Engineer, Mecalac